ENGINE BEARINGS
Where align reaming equipment is not available, however, it is
suggested that the bearings be held securely into the block or
upper crankcase saddles by means of retaining bushings, as shown.
These bushings are used during the entire period while the saddle
half bearings are being hand-scraped, so as to insure proper seating,
and some-thing approaching the amount of pressure which will exist
when the caps are tightly bolted down.
These retaining bushings should engage the split edges, but should
not extend beyond the babbitt facing of the bearing halves.
In the case of engines having detachable cylinders, it is advisable
to fit the main bearing with the cylinders bolted securely to the
crank case, so as to maintain the alignment that will be present
when the engine is finally assembled.
Although it is impossible to go into the details required in hand
scraping, it is advisable perhaps, to suggest that the mechanic
proceed with caution.
Generally, it will be found that when the shaft is dropped to place
into the saddle halves with its journals blued, the first point
of spotting will show near the split edges.
It will be necessary to remove the high spots at these places in
order to secure full bottom spotting. Only light cuts should be
taken, however, so as not to remove too much metal, which would
produce excessive clearance near the split edges when shaft is
finally bottomed.
It should be remembered that hand scraping of the saddle half hearings
is accomplished without any pressure on the crankshaft. That, is,
the spotting is done by placing blue on the shaft journals and
dropping the shaft into place without using the caps.
On the old-style die-cast type of main bearings which do not have
a bronze back, it is advisable to fit bearings into their caps
and saddles by laying a steel bar of the approximate diameter of
the crankshaft journal in the bearings, then pounding on the bar
to force the bearing into a good seat and conformity with the parts
into which it fits (Fig. 25A).
Fig. 26A. An expandable bushing and tapered mandrel are used to
spread and seat the backs of Buick main bearings. This operation
is generally applied only to cast-in type of main bearings.
Generally speaking, the knock due to end play may be detected by
pushing the crankshaft forward and backward while the engine is
running, the noise diminishing or stopping when the point midway
between the limits of end travel is reached.
Replacement of the bearings designed to take the end stress or
thrust is the only practical means for the removal of excessive
end play in a crankshaft.
On those constructions where shims are used be-hind the crankshaft
gear or where there are screw type adjustments, this of course
does not apply.
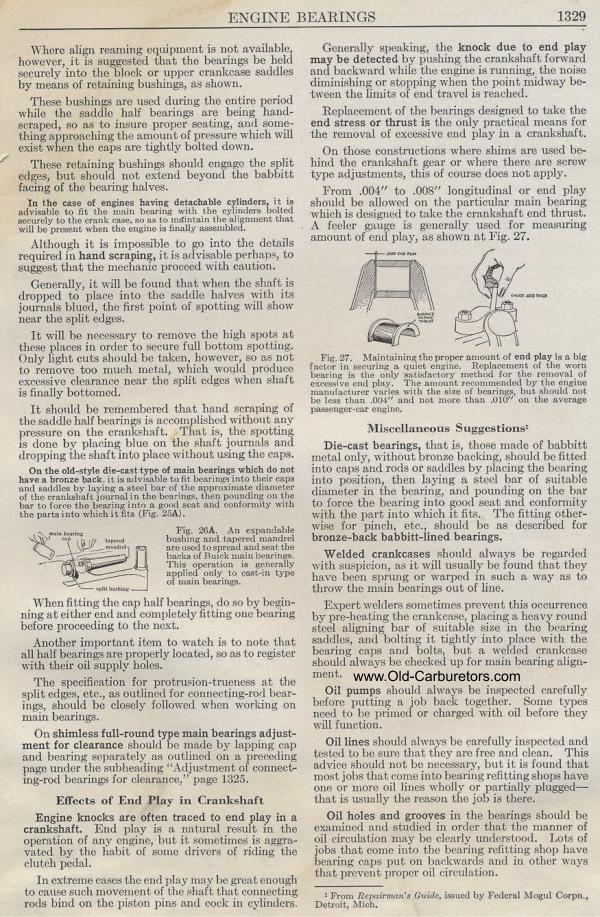
From .004" to .00S" longitudinal or end play should be
allowed on the particular main bearing which is designed to take
the crankshaft end thrust. A feeler gauge is generally used for
measuring amount of end play, as shown at Fig. 27.
Fig. 27. Maintaining the proper amount of end play is a big factor
in securing a quiet engine. Replacement of the worn bearing is
the only satisfactory method for the removal of excessive end play.
The amount recommended by the engine manufacturer varies with the
size of bearings, but should not be less than .004" and not
more than .010" on the average passenger-car engine.
Miscellaneous Suggestions=
Die-cast bearings, that is, those made of babbitt metal only, without
bronze backing, should be fitted into caps and rods or saddles
by placing the bearing into position, then laying a steel bar of
suitable diameter in the bearing, and pounding on the bar to force
the bearing into good seat and conformity with the part into which
it fits. The fitting other-wise for pinch, etc., should be as described
for bronze-back babbitt-lined bearings.
Welded crankcases should always be regarded with suspicion, as
it will usually be found that they have been sprung or warped in
such a way as to throw the main bearings out of line.
Expert welders sometimes prevent this occurrence by pre-heating
the crankcase, placing a heavy round steel aligning bar of suitable
size in the bearing saddles, and bolting it tightly into place
with the bearing caps and bolts, but a welded crankcase should
always be checked up for main bearing alignment.
Oil pumps should always be inspected carefully before putting a
job back together. Some types need to be primed or charged with
oil before they will function.
Oil lines should always be carefully inspected and tested to be
sure that they are free and clean. This advice should not be necessary,
but it is found that most jobs that come into bearing refitting
shops have one or more oil lines wholly or partially plugged—that
is usually the reason the job is there.
Oil holes and grooves in the bearings should be examined and studied
in order that the manner of oil circulation may be clearly understood.
Lots of jobs that come into the bearing refitting shop have bearing
caps put on backwards and in other ways that prevent proper oil
circulation.
i From Repairman's Guide, issued by Federal Mogul Corpn., Detroit,
Mich.
I a split bnshinz
When fitting the cap half bearings, do so by beginning at either
end and completely fitting one bearing before proceeding to the
next.
Another important item to watch is to note that all half bearings
are properly located, so as to register with their oil supply holes.
The specification for protrusion-trueness at the split edges, etc.,
as outlined for connecting-rod bearings, should be closely followed
when working on main bearings.
On shimless full-round type main bearings adjustment for clearance
should be made by lapping cap and bearing separately as outlined
on a preceding page under the subheading "Adjustment of connecting-rod
bearings for clearance," page 1325.
Effects of End Play in Crankshaft
Engine knocks are often traced to end play in a crankshaft. End
play is a natural result in the operation of any engine, but
it sometimes is aggravated by the habit of some drivers of riding
the clutch pedal.
In extreme cases the end play may be great enough to cause such
movement of the shaft that connecting rods bind on the piston pins
and cock in cylinders.
|