ENGINE BEARINGS
A view of a representative crankshaft showing the manufacturer's
specifications is shown in Fig. 9.
Fig. 9. A typical manufacturer's specifications of a six-cylinder
crankshaft. This crankshaft has three main bearing journals (M)
and six crankpins or crankpin journals (P). The oil slinger (0)
is used to prevent leakage out of the rear main bearing by throwing
the collected oil into a suitable groove or battle which returns
it to crankcase. (F) connects to flywheel. The taper and eccentricity
of any crankpin (P), or main bearing journal (M) must not exceed
.001". All journals must be lapped to a mirror finish. The
limits of diameter of main bearing journals iis + or —.001".
The Crankcase
Seats or saddles in the crankcase are machine finished.
Where removable bearing halves are used for the main bearings,
the seats are either milled, bored, or ground, depending on the
standard of the engine manufacturer.
Where the main bearings are cast into the cylinder or crankcase
casting, the seats are not given such accurate machining and are
usually finished by boring or milling.
The Connecting Rod
The connecting-rod lower end can have the bearing metal removable,
or permanently cast in the rod and cap.
There is a diversity of opinion however. Many of the manufacturers
have abandoned the removable type of connecting-rod bearing and
have adopted the centrifugally cast (or spun), or the pressure-poured
babbitt type. The gravity-poured babbitt is not used in the factories.
Where the lower end of the connecting rod carries a removable bearing,
the seat in the rod and cap for this bearing is more carefully
prepared than where the metal is cast into the rod.
It is desirable to have 100 per cent contact be-. tween the back
of the bearing and its seat iu rod or cap.
Lack of good contact at this point permits pounding down of the
bearing, due to the blows transmitted by the pistons, the result
of which is an increase in the diametrical clearance between the
crankpins and bearings, producing cracked bearings or looseness,
that necessitates the bearing being adjusted a few months after
being fitted.
Another reason why a good contact between the bearing back and
the scat in the rod and cap is necessary, is to provide an easy
path for heat conducted from the piston head.
Bearings,
Bearing halves are either full-bearings (Fig. 10) or shimmed bearings
(Fig. 10A).
When a full round bronze-backed babbitt-lined bearing is in process
of manufacture, it is first made as a cylindrical bushing and is
then split and machined out on the inside, then assembled and chucked
and a cut taken off of the outside diameter which makes it a true
circle or concentric inside and outside when halves are assembled
together as shown in Fig. 10.
It is generally understood that the word "bearing," refers
to the upper and lower half of a split bearing, and that it may
be a bronze-back-babbitt-lined bearing, a die-cast bearing, or
a cast-in babbitt bearing.
The word "bushing" refers to a solid cylindrical bushing
which is not split, such as, for example, the piston-pin bushing,
camshaft bushing, pump-shaft bushing, etc.
The shimmed bearing is made in a similar manner except that it
is not machined after being split.
Fig. 10. A full half bearing. No shims, or only a few thin ones
are required at (A).
Fig. 10A. A shimmed half bearing. Shims equal to the thickness
of the saw used for splitting are required at (B) to make hole
circular.
The service man can detect the presence of a full half bearing
by the fact that it usually is shim-less. In rare cases a few thin
shims are provided between the cap and saddle.
The use of shimmed bearings is indicated by the fact that there
will be interposed, between cap and saddle on each side, shims
of at least 1/32" thickness.
The die-cast bearing is a removable non-backed type which is cast
in a die usually under pressure. It is slipped into the bearing
seats the same as a bronze-backed bearing and is generally held
in place by retaining screws. The die east bearing is almost always
used with shims which places it in the shimmed bearing class. The
die cast bearing is now seldom used.
The "cast-in" type may be described as a non-removable
type of die-cast bearing. As the name implies it is built by filling
the bearing seats with molten babbitt metal by any one of several
processes. At the present time the most widely used method of inserting
or bonding the babbitt metal to lower end of rod and cap is by
the centrifugal process wherein the rod is held stationary with
the big end surrounding a rapidly revolving hollow mandrel provided
with suitable outlet holes through which the molten babbitt is
ejected on to the previously tinned surface of the big rod end.
By regulating the temperature the babbitt metal cools just enough
to adhere to the rod and allow building up to the desired thickness.
Due to the high centrifugal pressure on the babbitt, there is little
chance for air pockets and a dense, close-grained layer of babbitt
of desired thickness is secured.
Another method consists in pouring the molten babbitt under air
pressure between a stationary mandrel and big end of rod. With
the exception of the metal being forced into place by pressure
the process is similar to gravity pouring with a ladle and stationary
mandrel.
Fig. 10B. A die-cast bearing.
Fig. 10C. A bronze-backed babbitt-lined bearing.
The bronze-backed babbitt-lined bearing is a
re-movable type made by the same processes as used in the cast-in
or integral bearing except that the babbitt is filled into a bronze
shell which is in turn secured to rod and main bearing seats by
means of screws or dowels.
The interchangeable type of main or rod bearing is nothing more
nor less than a bronze or steel-backed babbitt-lined type built
to close limits. This type is generally characterized by its thin
layer of babbitt (usually not more than 834- in.) which reduces
the tendency towards flaking and allows a thicker and consequently
stiffer bronze or steel backing.
Previous page 1927
Supplement Home Next page 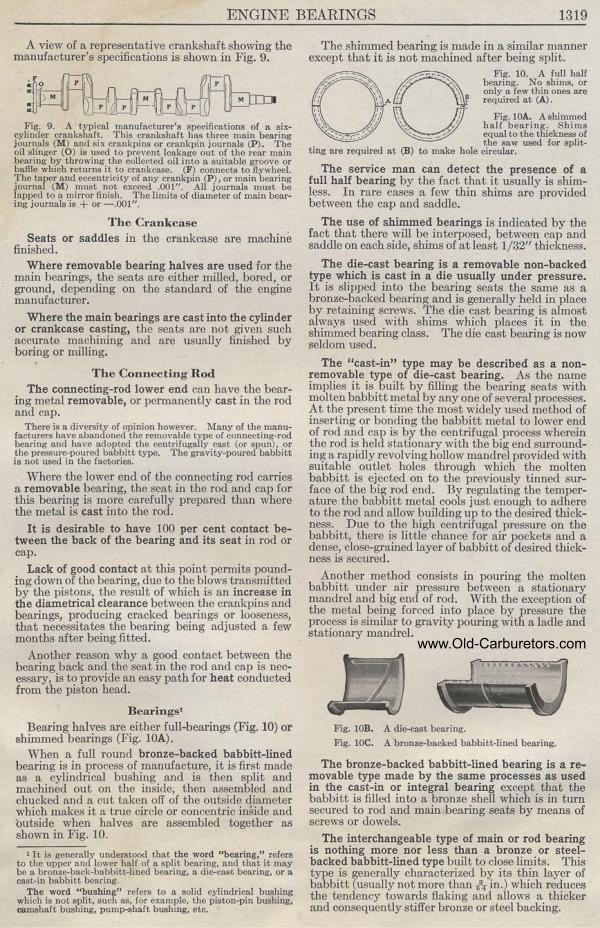
|