Skip to: site menu | section menu | main content
6 A ring is cast on the inside and at the bottom of the piston to allow for the removal of stock, by a machining operation, which equalizes the weight of all pistons within % ounce.
Genuine Chevrolet pistons are furnished in standard size as well as .003", .010", .020", .030" and .040" oversizes. If it is necessary to replace pistons, due to wear, the cylinder walls should be honed for .003" oversize or reamed and honed for .010", .020", .030" and .040" oversize pistons.
Fitting Oversize Pistons
By far the best method to be used in determining the condition
of the cylinder in an engine preparatory to reaming or honing
is the use of a dial gauge such as is shown in Fig. 1.
The dial gauge hand will instantly and automatically indicate the
slightest variation in the cylinder bores. It completely eliminates
uncertainty and mistakes in judgment.
In use, the dial gauge is sirnply inserted in the cylinder bore,
and moved up and down its full length. It is then turned spirally
or completely rotated at as many points as may be desired, taking
readings at each point and, in this manner, all variations in the
cylinder walls from top to bottom may be determined.
Fig. 1—Cylinder Dial Gauge
If a master gauge, corresponding with the exact diameter of a standard
cylinder bore, is used to set the dial gauge, it is easy to determine
the oversize piston to use as well as the amount of metal which
must be removed from the cylinder walls to make them true.
Cylinder Reamer
The cylinder reamer illustrated in Fig. 2 is a hand-operated tool
that enables any mechanic to restore the original high degree of
accuracy and finish to the worn or scored cylinders of used motors
and resize them to fit the oversize pistons as accurately as the
original factory method.
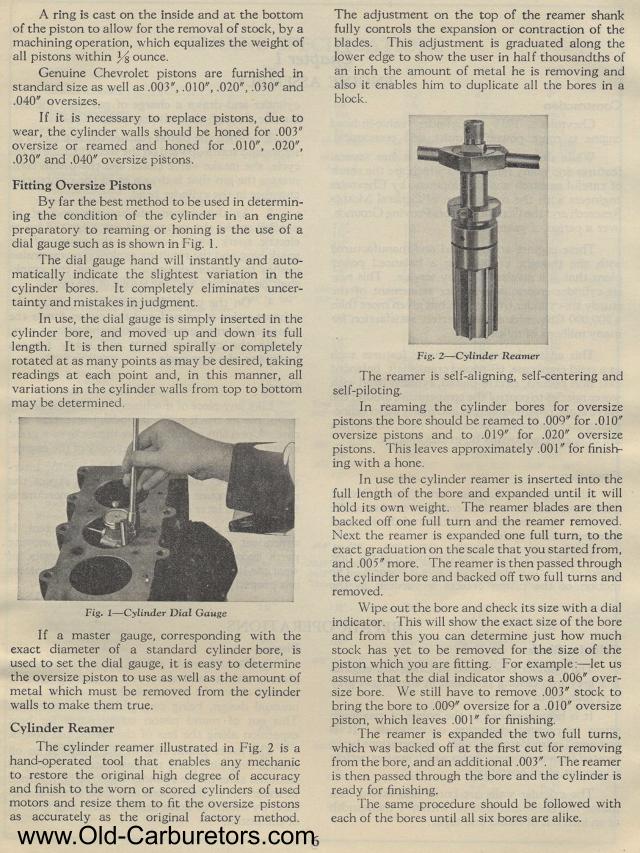
The adjustment on the top of the reamer shank fully controls the
expansion or contraction of the blades. This adjustment is graduated
along the lower edge to show the user in half thousandths of an
inch the amount of metal he is removing and also it enables him
to duplicate all the bores in a block.
Fig. 2— Cylinder Reamer
The reamer is self-aligning, self-centering and self-piloting.
In reaming the cylinder bores for oversize pistons the bore should
be reamed to .009" for .010" oversize pistons and to
.019" for .020" oversize pistons. This leaves approximately
.001" for finishing with a hone.
In use the cylinder reamer is inserted into the full length of
the bore and expanded until it will hold its own weight. The reamer
blades are then backed off one full turn and the reamer removed.
Next the reamer is expanded one full turn, to the exact graduation
on the scale that you started from, and .005" more. The reamer
is then passed through the cylinder bore and backed off two full
turns and removed.
Wipe out the bore and check its size with a dial indicator. This
will show the exact size of the bore and from this you can determine
just how much stock has yet to be removed for the size of the piston
which you are fitting. For example :—let us assume that the
dial indicator shows a .006" over-size bore. We still have
to remove .003" stock to bring the bore to .009" oversize
for a .010" oversize piston, which leaves .001" for finishing.
The reamer is expanded the two full turns, which was backed off
at the first cut for removing from the bore, and an additional
.003". The reamer is then passed through the bore and the
cylinder is ready for finishing.
The same procedure should be followed with each of the bores until
all six bores are alike.