Skip to: site menu | section menu | main content
This can be done with the dial indicator as shown in Fig. 45. The face and rim of the flywheel should not exceed .008" run-out.
Connecting Rods
Genuine Chevrolet connecting rods are made of special steel, drop
forged and of unusual strength. The connecting rod crankshaft
bearings are of the "spun-in" type. By this is meant
that the babbitt lining or bearing part, is an integral part
of the rod assembly. The metal is not simply poured or die cast
into place. Instead, the rod and cap forgings are clamped to
a special face plate which revolves at a high rate of speed.
The centrifugal action set up causes the molten metal to be forced
out towards the walls of the rod, and, in cooling becomes a very
dense mass integral with the connecting rod.
The analysis of the babbitt used in genuine Chevrolet connecting
rods, is of the proper proportions for the bearing load of this
engine. The use of these parts assures long bearing life.
The connecting rods are then checked for alignment and weighed
as well as other important dimensions checked. Those rods that
pass this very careful inspection are then placed in new engines
or sent out for service.
Connecting Rod Alignment
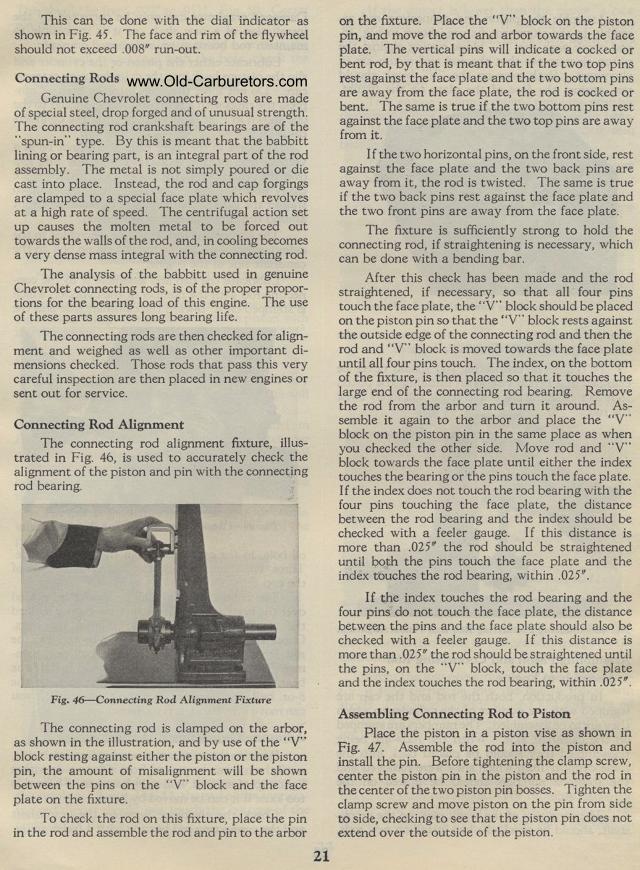
The connecting rod alignment fixture, illustrated in Fig. 46, is
used to accurately check the alignment of the piston and pin with
the connecting rod bearing.
Fig. 46— Connecting Rod Alignment Fixture
The connecting rod is clamped on the arbor, as shown in the illustration,
and by use of the "V" block resting against either the
piston or the piston pin, the amount of misalignment will be shown
between the pins on the "V" block and the face plate
on the fixture.
To check the rod on this fixture, place the pin in the rod and
assemble the rod and pin to the arbor
21on the fixture. Place the "V" block on the piston pin,
and move the rod and arbor towards the face plate. The vertical
pins will indicate a cocked or bent rod, by that is meant that
if the two top pins rest against the face plate and the two bottom
pins are away from the face plate, the rod is cocked or bent. The
same is true if the two bottom pins rest against the face plate
and the two top pins are away from it.
If the two horizontal pins, on the front side, rest against the
face plate and the two back pins are away from it, the rod is twisted.
The same is true if the two back pins rest against the face plate
and the two front pins are away from the face plate.
The fixture is sufficiently strong to hold the connecting rod,
if straightening is necessary, which can be done with a bending
bar.
After this check has been made and the rod straightened, if necessary,
so that all four pins touch the face plate, the "V" block
should be placed on the piston pin so that the "V" block
rests against the outside edge of the connecting rod and then the
rod and "V" block is moved towards the face plate until
all four pins touch. The index, on the bottom of the fixture, is
then placed so that it touches the large end of the connecting
rod bearing. Remove the rod from the arbor and turn it around.
Assemble it again to the arbor and place the "V" block
on the piston pin in the same place as when you checked the other
side. Move rod and "V" block towards the face plate until
either the index touches the bearing or the pins touch the face
plate. If the index does not touch the rod bearing with the four
pins touching the face plate, the distance between the rod bearing
and the index should be checked with a feeler gauge. If this distance
is more than .025" the rod should be straightened until both
the pins touch the face plate and the index touches the rod bearing,
within .025".
If the index touches the rod bearing and the four pins do not touch
the face plate, the distance between the pins and the face plate
should also be checked with a feeler gauge. If this distance is
more than .025" the rod should be straightened until the pins,
on the "V.' block, touch the face plate and the index touches
the rod bearing, within .025".
Assembling Connecting Rod to Piston
Place the piston in a piston vise as shown in Fig. 47. Assemble
the rod into the piston and install the pin. Before tightening
the clamp screw, center the piston pin in the piston and the rod
in the center of the two piston pin bosses. Tighten the clamp screw
and move piston on the pin from side to side, checking to see that
the piston pin does not extend over the outside of the piston.