Skip to: site menu | section menu | main content
Cylinder Hone
After the cylinder bores have been reamed within .001" of the size desired,
they should be finished or polished with a hone, similar to the one shown in
Fig. 6.
This is an expanding type hone, with the blades or stones expanding when the
nut on the top of the hone is turned.
Fig. 6— Cylinder Hone
In operation, the hone is placed into the cylinder bore and expanded
until it can just be turned by hand. The hone is then operated,
up and down, in the bore until it begins to run free. Then the
expanding nut, on the top of the hone, is tightened and the hone
passed, up and down, in the bore until
Fig. 7— Fitting Pistons
it runs free. This same procedure should be followed until the
piston you are fitting can be pushed through the cylinder on a
.002" feeler and locked on a .003" feeler. THE FEELER
GAUGE MUST BE AT RIGHT ANGLES TO THE PISTON PIN. See Fig. 7.
NOTE:— Care should be taken during this honing operation
so as not to allow the stones of the hone to pass through the bottom
or over the top of the bore over 1" as this might cause a
bell mouth condition at the ends of the cylinders and the cylinders
should check within .001" for out of roundness and taper.
Fitting Piston Pins
Genuine Chevrolet pistons are sold with the piston pin bushings
and the piston pins fitted to
8them. Very seldom will it be found necessary to replace either
the bushings or the pins, but should necessity demand this operation,
the following should be carefully performed:
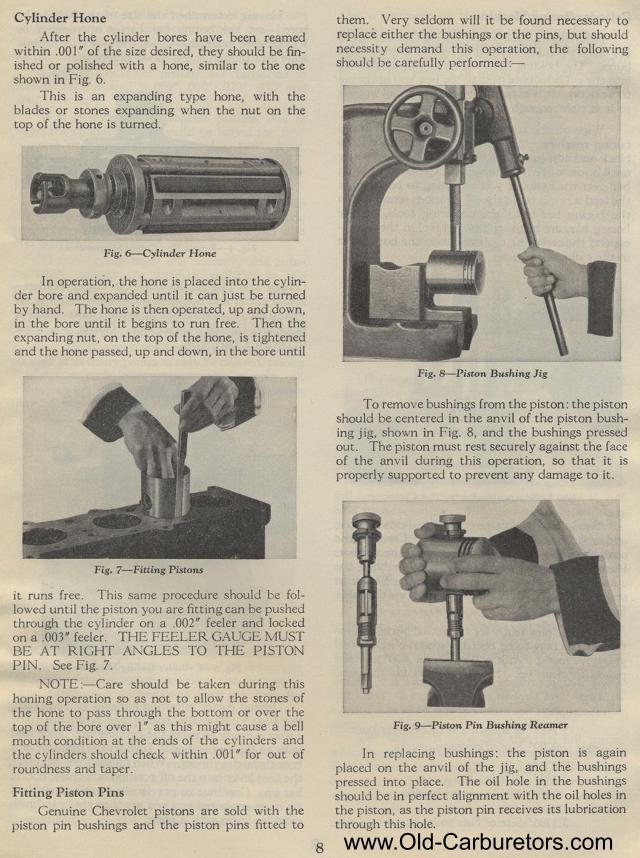
Fig. 8— Piston Bushing Jig
To remove bushings from the piston: the piston should be centered
in the anvil of the piston bushing jig, shown in Fig. 8, and the
bushings pressed out. The piston must rest securely against the
face of the anvil during this operation, so that it is properly
supported to prevent any damage to it.
Fig. 9— Piston Pin Bushing Reamer
In replacing bushings: the piston is again placed on the anvil
of the jig, and the bushings pressed into place. The oil hole in
the bushings should be in perfect alignment with the oil holes
in the piston, as the piston pin receives its lubrication through
this hole.