Skip to: site menu | section menu | main content
7 Cylinder Boring Machine
Before using the cylinder boring bar, the top of the block should be filed off
to remove any dirt and burrs. The holding tool is then placed lengthwise into
the cylinder bore next to the one you are going to work on. It is expanded
with the special wrench so it is tight enough to hold its own weight.
Wipe off the top of the block and face of the boring machine. Set the boring machine on the block and adjust the height of the hold-down screw until it just will enter the saddle. Center the boring bar over the cylinder you are going to bore —raise the feed screw lever to the off position crank down the boring bar until the centering tools, on the boring bar, are below the ring travel in the bore expand the centering tools to center the boring bar in the cylinder bore.
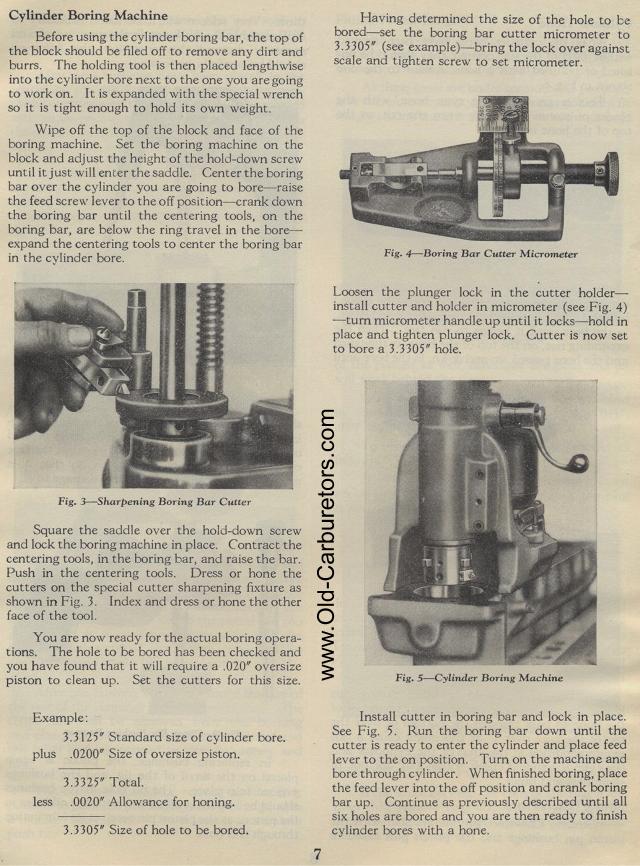
Fig. 3— Sharpening Boring Bar Cutter
Square the saddle over the hold-down screw and lock the boring
machine in place. Contract the centering tools, in the boring bar,
and raise the bar. Push in the centering tools. Dress or hone the
cutters on the special cutter sharpening fixture as shown in Fig.
3. Index and dress or hone the other face of the tool.
You are now ready for the actual boring operations. The hole to
be bored has been checked and you have found that it will require
a .020" oversize piston to clean up. Set the cutters for this
size.
Example:
3.3125" Standard size of cylinder bore. plus .0200" Size
of oversize piston.
3.3325" Total.
less .0020" Allowance for honing. 3.3305" Size of hole
to be bored.
Having determined the size of the hole to be bored — set
the boring bar cutter micrometer to 3.3305" (see example) —bring
the lock over against scale and tighten screw to set micrometer.
Fig. 4— Boring Bar Cutter Micrometer
Loosen the plunger lock in the cutter holder —install cutter
and holder in micrometer (see Fig. 4) —turn micrometer handle
up until it locks — hold in place and tighten plunger lock.
Cutter is now set to bore a 3.3305" hole.
Fig. 5— Cylinder Boring Machine
Install cutter in boring bar and lock in place. See Fig. 5. Run
the boring bar down until the cutter is ready to enter the cylinder
and place feed lever to the on position. Turn on the machine and
bore through cylinder. When finished boring, place the feed lever
into the off position and crank boring bar up. Continue as previously
described until all six holes are bored and you are then ready
to finish cylinder bores with a hone.